CALIDAD DE LOS ACEROS | DISCO HSS PARA ACERO
ACERO RAPIDO HSS DMO5
Es un acero rápido al Wolframio – Molibdeno, estos dos elementos proporcionan al cero una gran resistencia al desgaste manteniendo al mismo tiempo una excelente tenacidad.
El Molibdeno confiere la propiedad de reducir la fragilidad favoreciendo la formación de un grano martensítico muy fino, aumenta también el límite de elasticidad, lo que permite un gran rendimiento en el corte.
El Wolframio es un gran formador de carburos muy duros, lo que contribuye a dotar a la sierra de una gran tenacidad y resistencia al desgaste y al uso a altas temperaturas mejorando la capacidad de corte.
El Vanadio contribuye a la formación de carburos duros que mejoran la resistencia.

ACERO RAPIDO HSS-E
Es un acero rápido al Wolframio – Molibdeno con cobalto. Se diferencia el HSS-DMo5 en la aportación del 5% de Cobalto.
El Cobalto contribuye a dotar de una buena tenacidad de corte y gran duración, sobre todo cuando es utilizado en altas temperaturas. Estas características son importantes ya que permiten recomendar este acero para el corte de INOX y de materiales de alta resistencia mecánica, que generan durante el proceso de corte una alta temperatura en la zona de contacto.

ACERO SINTERIZADO
Es un acero obtenido a través de la sinterización metalúrgica del polvo de acero rápido. Esta tecnología permite obtener un acero con una tensión muy reducida y una gran homogeneidad en su composición y distribución de carburos.
Este acero confiere al disco una alta dureza que nos proporciona más durabilidad en el corte y una mayor tenacidad a pesar de los 67 HRC de dureza que alcanza.

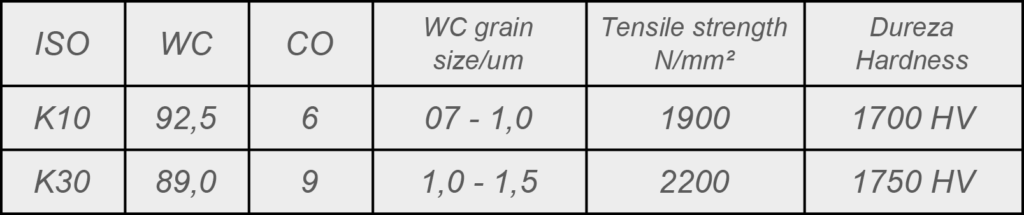
METAL DURO HM K10, K30
El Carburo de Tungsteno, está formado por Wolframio y Carbono.
Es un material duro y quebradizo, que combinándolo con un 6% – 10% de cobalto, forma un Cermet (Cerámica Metal Duro)
El principal uso de este metal es la fabricación de herramientas de corte gracias a su gran resistencia al desgaste. Otras de las interesantes propiedades que ofrece este material son, la resistencia a compresiones elevadas y a las altas temperaturas.
NUESTROS TRATAMIENTOS | DISCO HSS PARA ACERO
STEAM ECO
Recubrimiento: OXIVAPOR
Este tratamiento está compuesto de una capa negro-azulada dura y fuertemente adherida, con elevada resistencia a la oxidación a la corrosión y al desgaste.
Este tratamiento, proporciona a la superficie microporosidad, que retiene el aceite de corte logrando de este modo la auto lubrificación de la sierra, lo que facilita la evacuación del calor originado por el corte, facilitando de esta forma el desprendimiento de la viruta y prolongando la vida de la herramienta.
CHROME
Recubrimiento: BASE CROMO
Es un recubrimiento con un tratamiento superficial de 3 micras de espesor de base de cromo que, protege a la sierra del gripaje lateral en corte de materiales blandos como aluminio, cobre o latón.
Características técnicas:
-
Micro dureza de 2.000 (HV 0,05)
-
Coeficiente de Fricción: 0,35
-
Temperatura de degradación: 600º
TIN MASTER
Recubrimiento: NITRURO DE TITANIO
Es un recubrimiento de nitruro de titanio, con un espesor de capa de 3 micras que proporciona al disco un coeficiente de fricción extremadamente bajo, mejorando enormemente los tiempos de corte para tubos, perfiles y macizos de acero dulce.
Características técnicas:
- Micro dureza de 2.300 – 2.500 (HV 0,05)
- Coeficiente de Fricción: 0,55
- Temperatura de degradación: 500º
PLUS PERFORMANCE
Recubrimiento: TITANIO+CARBONO
Recubrimiento de 2,5 micras de espesor de base de titanio y carbono. Este tratamiento le confiere una gran dureza a la superficie del disco a la vez que un muy bajo coeficiente de fricción, que impide el calentamiento de la sierra en condiciones de trabajo extremas, alargando la vida de la herramienta. Indicado para corte de materiales de dureza media hasta 800 N/mm².
Características Técnicas:
- Micro dureza de 3.000 (HV 0,05)
- Coeficiente de Fricción: 0,22
- Temperatura de degradación: 450º
HIGH PERFORMANCE
Recubrimiento: TITANIO+ALUMINIO
Recubrimiento multicapa de titanio y aluminio que combina una elevada tenacidad y una gran dureza, mejorando enormemente la velocidad de corte. Especialmente concebido para el corte de materiales como GHISA o INOX y en general aceros con durezas altas.
Características Técnicas:
- Micro dureza de 3.000 (HV 0,05)
- Coeficiente de Fricción: 0,45
- Temperatura de degradación: 800º
PREMIUM PERFORMANCE
Recubrimiento: TITANIO+ALUMINIO
Recubrimiento multicapa de titanio, aluminio y aditivo, este último aporta una protección adicional que evita la micro soldadura de la viruta, es especialmente aconsejable para el corte de aceros duros e inoxidables.
Características Técnicas:
- Micro dureza de 3.500 (HV 0,05)
- Coeficiente de Fricción: 0,40
- Temperatura de degradación: 900º
EXCELSIUS
Recubrimiento: TITANIO+ALUMINIO+ADITIVO
Recubrimiento multicapa de titanio, aluminio y aditivo. Su especial elaboración y rectificado, le confiere a esta herramienta unas características únicas, obteniendo unos rendimientos excepcionales en materiales de muy difícil mecanización como aceros inoxidables austeníticos, por su extremada resistencia a las altas temperaturas que se producen al cortar este tipo de aceros.
- Micro dureza de 3.500 (HV 0,05)
- Coeficiente de Fricción: 0,40
- Temperatura de degradación: 900º
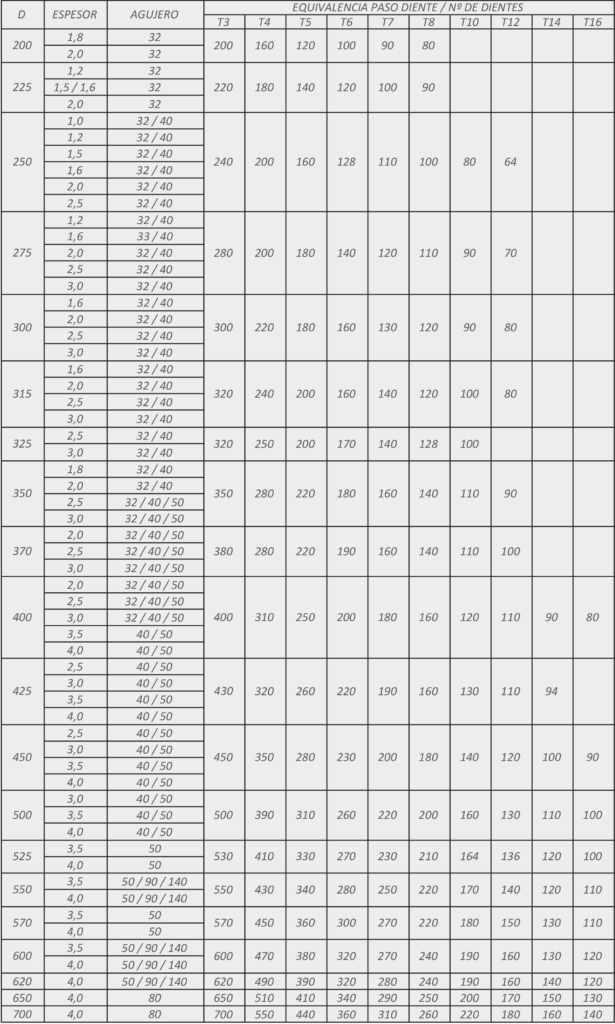
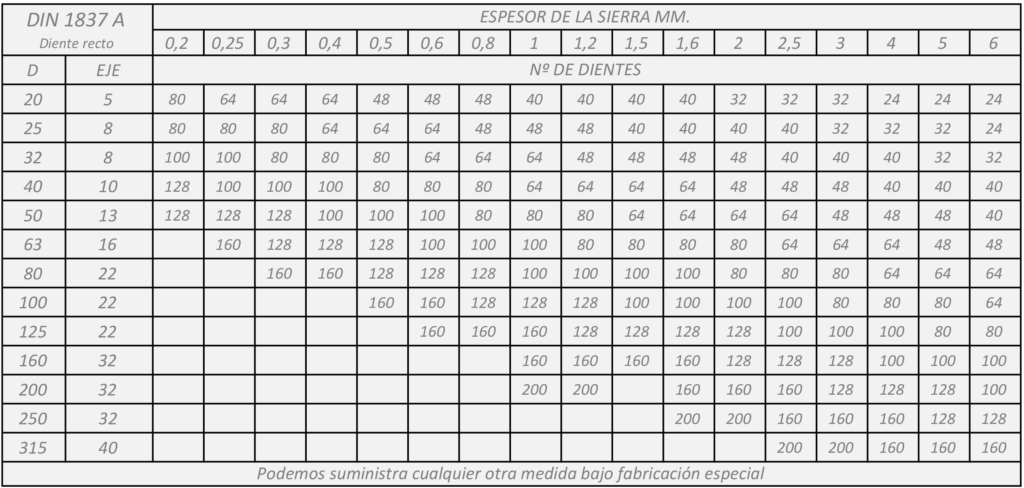
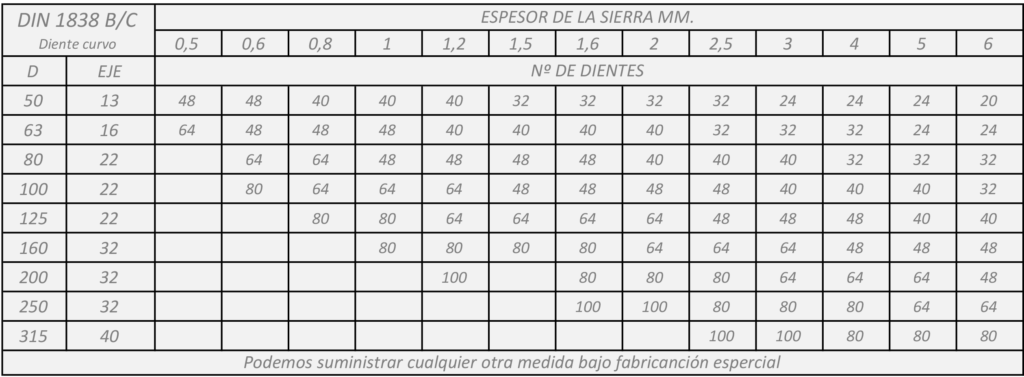
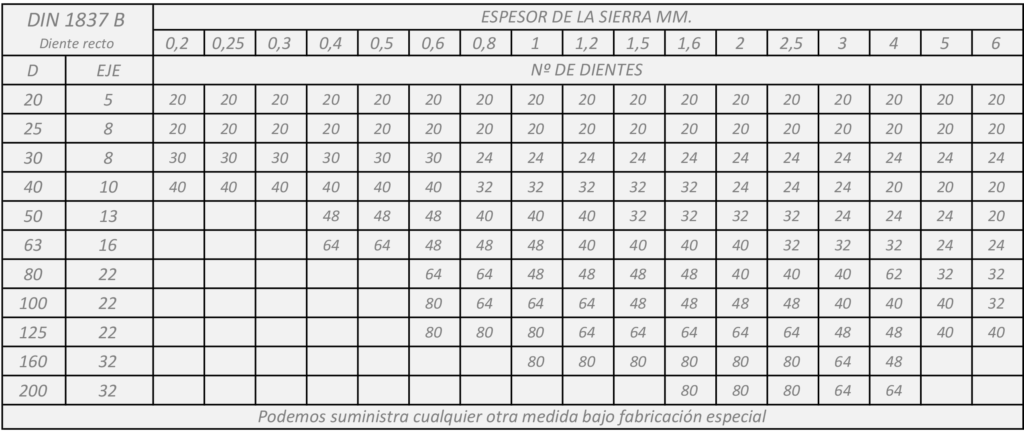
DIÁMETROS Y PASOS DE DIENTE | DISCO HSS PARA ACERO
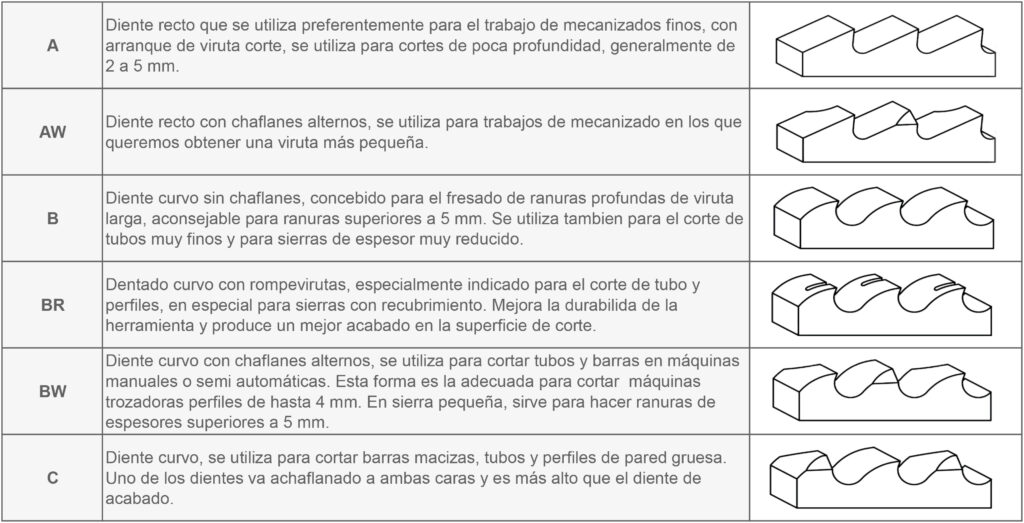
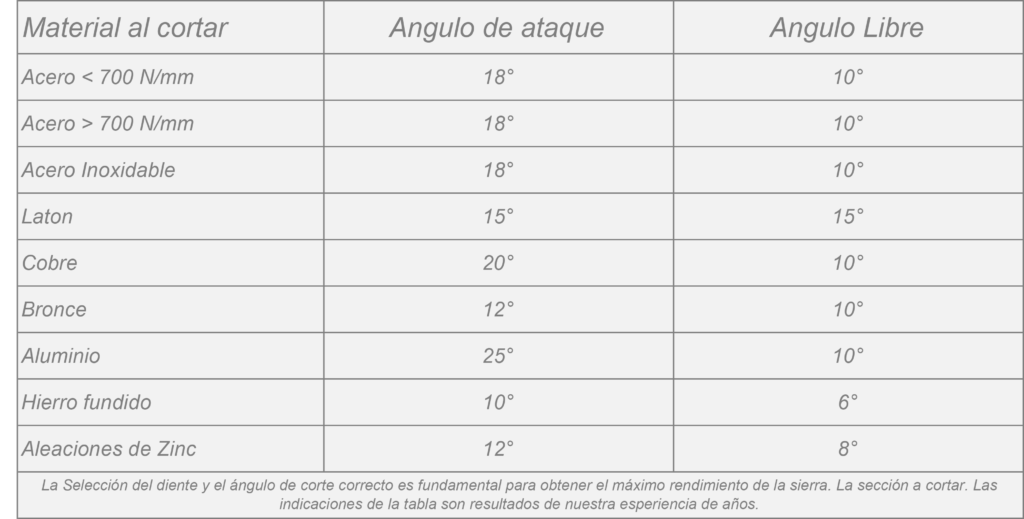
FORMAS DE DIENTE Y ÁNGULOS DE CORTE | DISCO HSS PARA ACERO
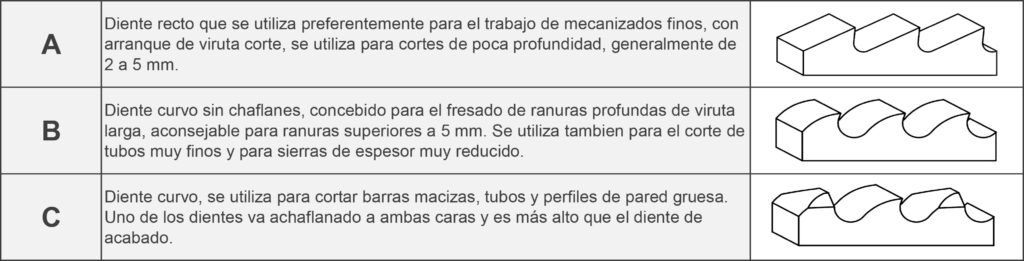
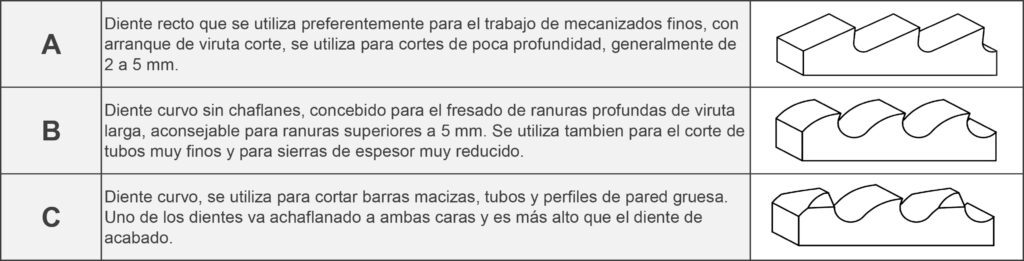
FORMAS DE DIENTE
ÁNGULO DE CORTE
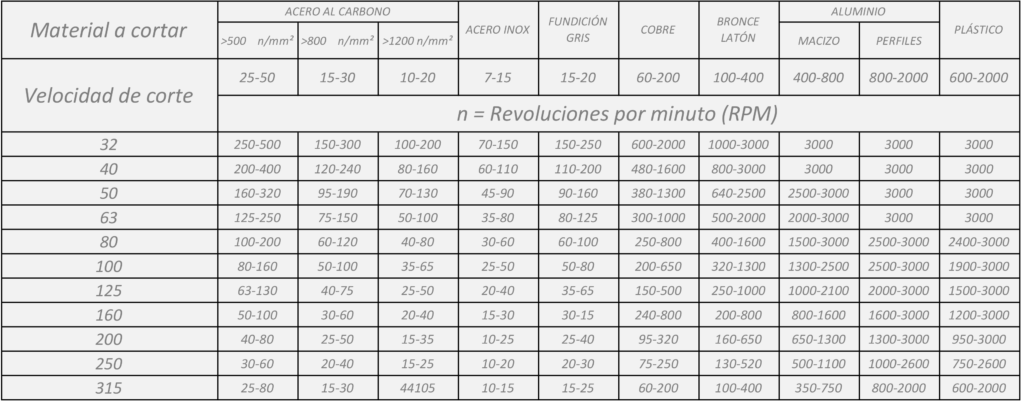
SELECCIÓN DE DENTADOS Y VELOCIDADES DE CORTE | DISCO HSS PARA ACERO
SELECCIÓN DE DENTADOS

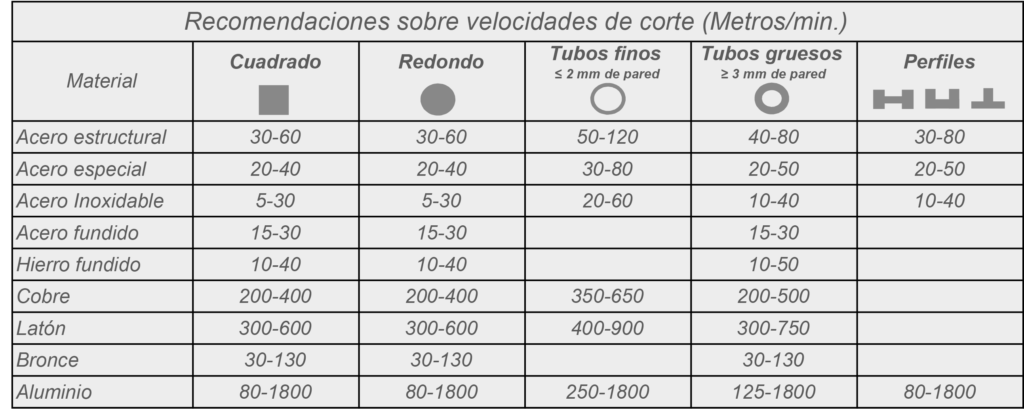
VELOCIDADES DE CORTE
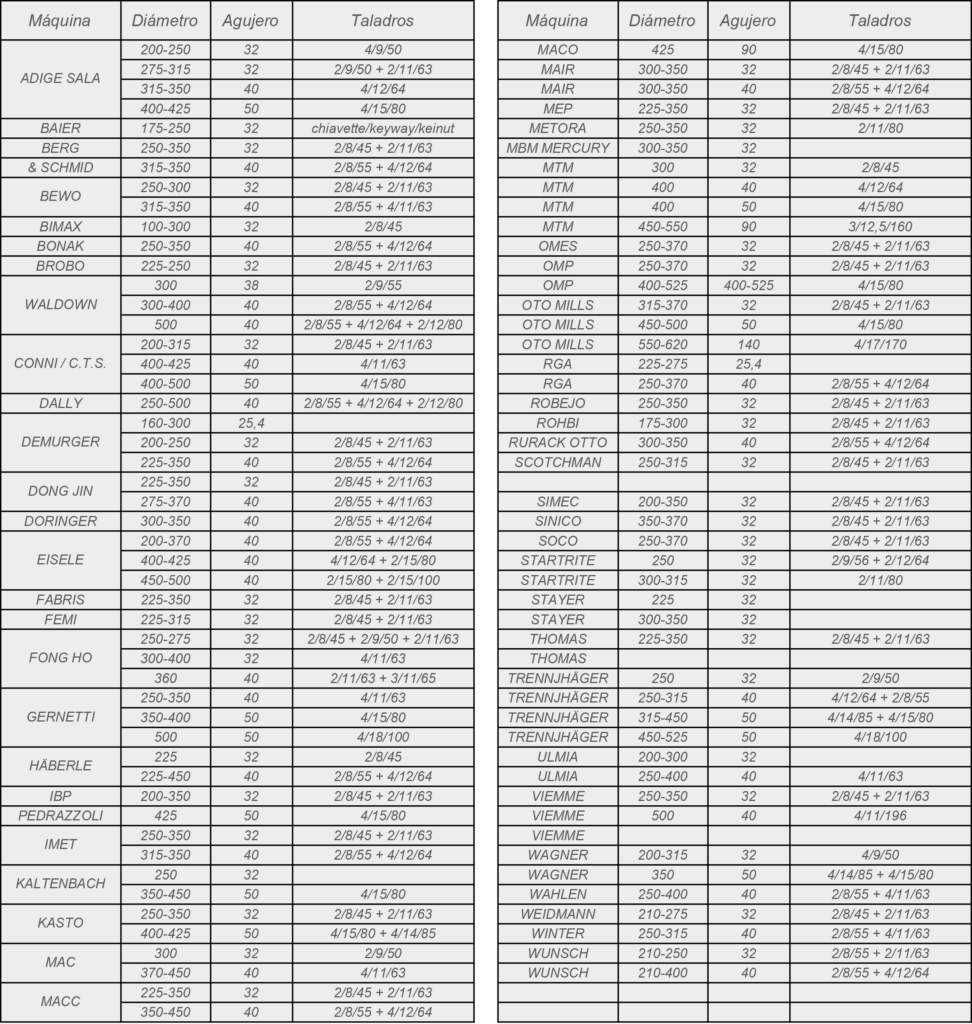
GAMA DE TRONZADORAS | DISCO HSS PARA ACERO
PROBLEMAS DE CORTE Y SU SOLUCIÓN
ROTURA DEL DISCO
La rotura de la sierra es causada por alguno de estos motivos:
- Paso de diente inadecuado, demasiados dientes en el disco.
- Excesiva velocidad de corte
- Excesiva velocidad de bajada del disco
- Vibración del material por mala sujeción de la mordaza (falta de presión)
- Movimiento de la pieza por mal posicionamiento de la misma en la mordaza
- Material muy duro, el disco tiene mucha resistencia y rompe
- Incorrecta rotación del disco (dientes invertidos)
- Golpe lateral del material cuando el disco no se ha liberado.
- Dientes desgastados, la sierra no corta.
AUMENTAR LA VIDA DEL DISCO
Si queremos sacar todo el rendimiento a la herramienta, tenemos que tener en cuenta los siguientes puntos.
- Selección correcta del tipo de disco a utilizar (acero y tratamiento)
- Adecuada selección del diente en función del material a cortar.
- Correcta selección de los parámetros de corte (velocidad y avance)
- Afilado correcto del disco
- Tener una buena lubricación
MEJORAR LA CALIDAD DE CORTE
Si queremos sacar todo el rendimiento a la herramienta, tenemos que tener en cuenta los siguientes puntos.
- Utilizar la geometría del diente adecuada
- Seleccionar parámetros de corte correctos (velocidad y avance)
- Mantener el disco bien afilado
- Evitar problemas de vibración de la máquina.
CALIDAD DE LOS ACEROS | DISCO TCT PARA ACERO
CUERPO DEL DISCO
El cuerpo del disco sobre el que se sueldan los dientes TCT esta fabricado en acero al carbono de alta resistencia.
DIENTES CERMET
El Cermet es un producto obtenido mediante la sinterización de polvos cerámicos y carburos finamente mezclados otros elementos nobles. Es particularmente resistente a las altas temperaturas de corte permitiendo de soportar altísimas velocidades de empleo.
DIENTES TCT
El diente de metal duro se obtiene gracias a la sinterización de polvos de carburos de Tungsteno, Titanio y Tantalio en una matriz de Cobalto.
Los materiales, después de haber sido mezclados finamente se calientan hasta la temperatura de 1500 °C y son prensados hasta obtener un sólido compacto y homogéneo.
NUESTROS TRATAMIENTOS | DISCO TCT PARA ACERO
TRATAMIENTO PVD
El recubrimiento por PVD es un proceso de tratamiento que consiste en la deposición física de capas sólidas delgadas de un material sobre una superficie o parte de ella con el fin de aumentar la durabilidad de los disco. Este recubrimiento es uno de los métodos más efectivos para aumentar la resistencia y durabilidad de las herramientas de corte y en nuestro caso de los dientes del disco.
TIPOS DE DISCO
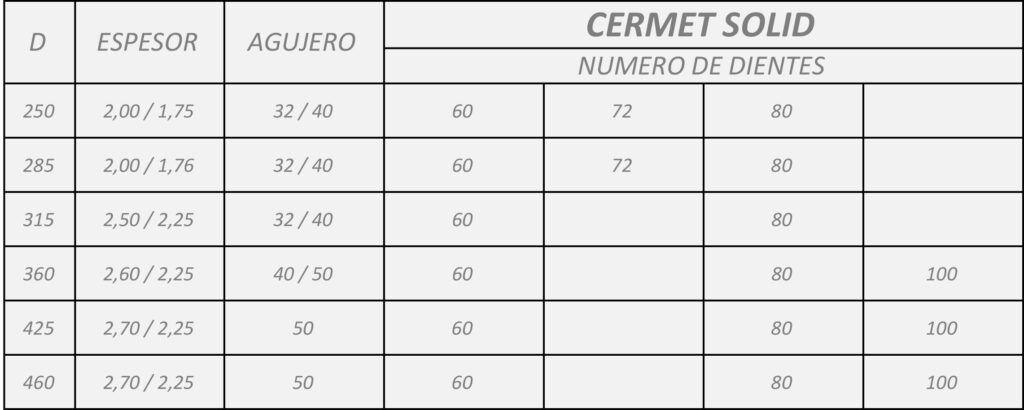
CERMET SOLID
Disco con dientes soldados en Cermet, para usar y tirar, indicado para el corte de material sólido de dureza media-baja, con bajo contenido de carbono. Se emplea en máquinas estáticas.
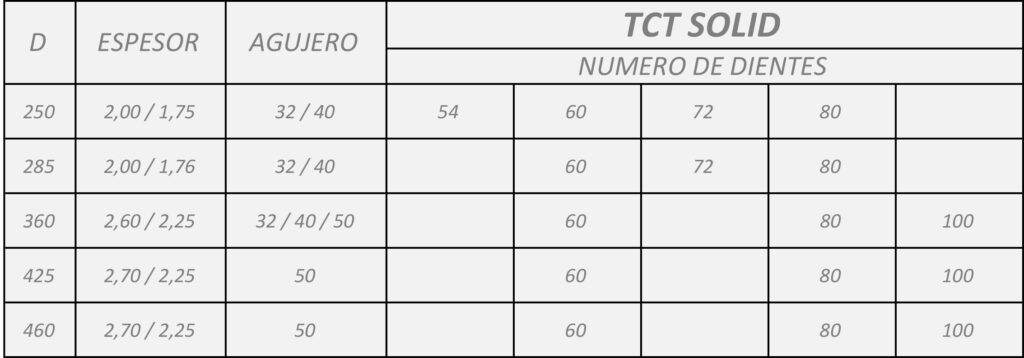
TCT SOLID
Disco con dientes soldados de TCT, para usar y tirar, con tratamiento de PVD, indicado para el corte de material macizo de dureza media-alta y con alto contenido de carbono, también se usa para el corte de acero inoxidable. Se emplea en máquinas estáticas.
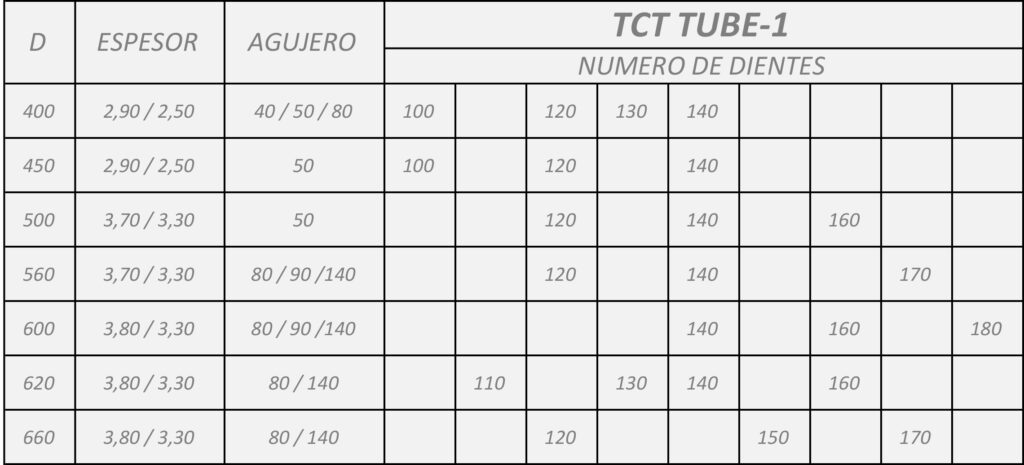
TCT TUBE 1
Discos con dietes soldado de TCT, para usar y tirar, con recubrimiento de PVD para corte de tubo de pared mayor e 3 mm en máquina volante como: Oto Mills, Nakata, Vai-Seuthe, Mtm, Olimpia, Kusakabe, Linsinger. También se puede utilizar en máquina estática.
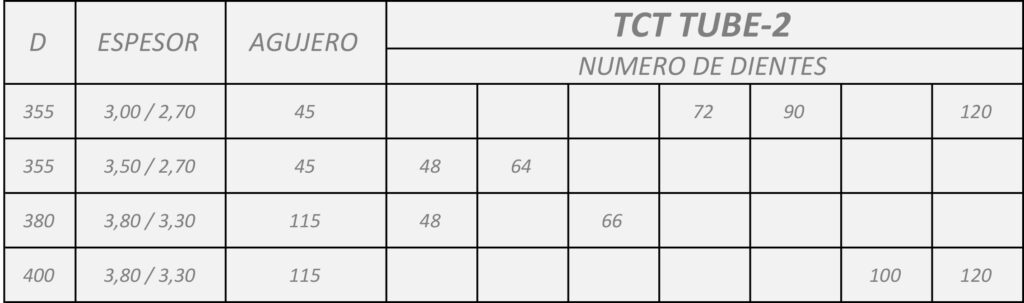
TCT TUBE 2
Disco con diente soldado de TCT, para usar y tirar, con recubrimiento de PVD para corte de tubo de pared mayor de 4 mm, para cualquier tipo de acero incluido el acero inoxidable.
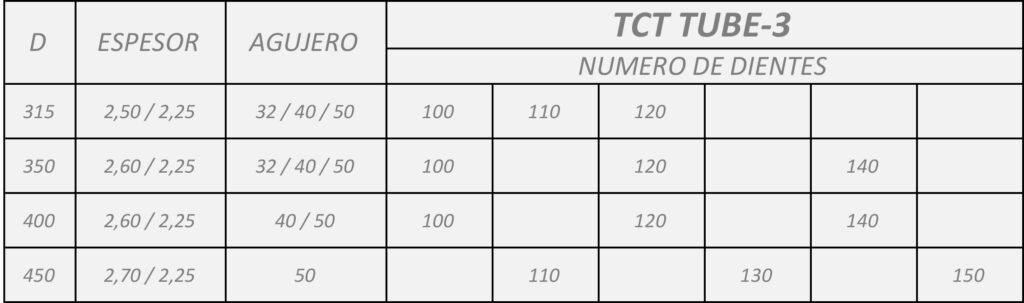
TCT TUBE 3
Disco con diente soldado de TCT, permite su reafilado, con recubrimiento de PVD para trabajar máquinas volante/orbital para la producción de tubo.
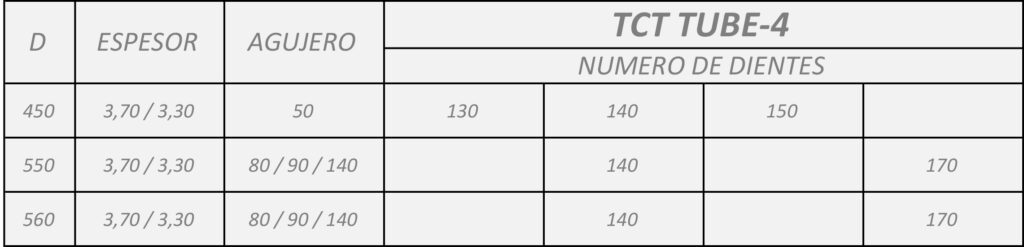
TCT-TUBE 4
Disco con diente soldado TCT, para trabajar en máquinas volantes para corte de tubo de pared mayor de 3 mm y la geometría del diente está concebida para mejorar el corte de tubo con cordón de soldadura interior.
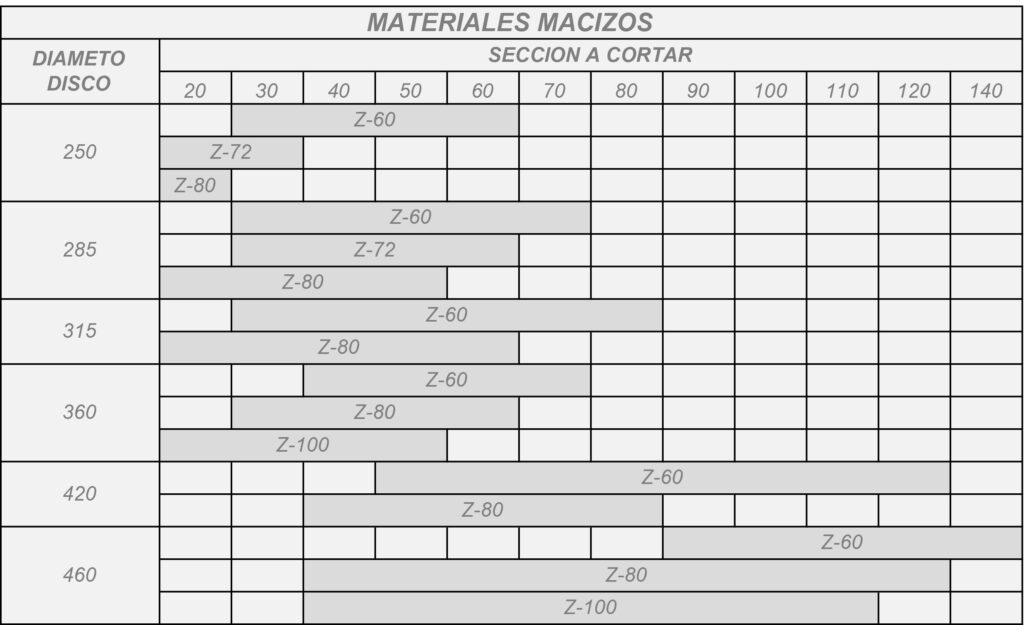
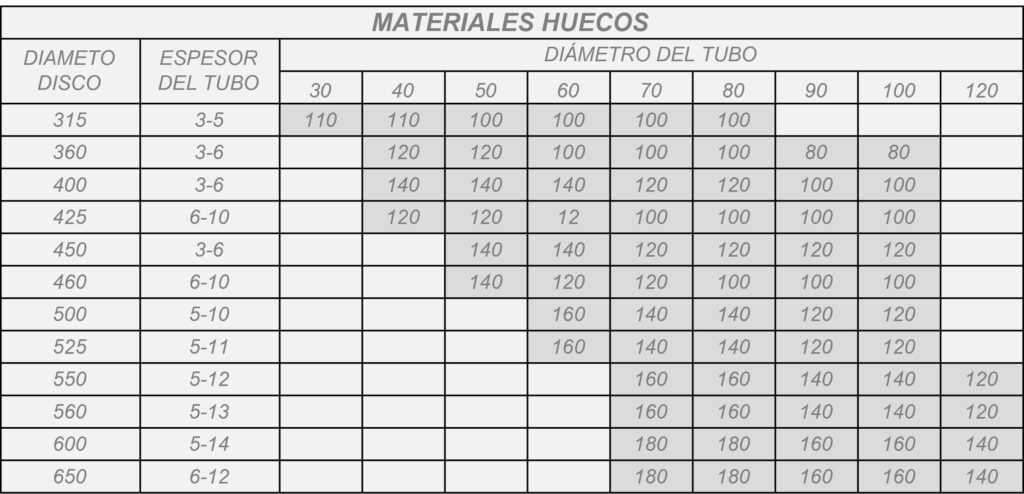
DIÁMETROS, ESPESORES Y NÚMEROS DE DIENTE | DISCO TCT PARA ACERO
SELECCIÓN DE DENTADOS Y VELOCIDADES DE CORTE | DISCO TCT PARA ACERO
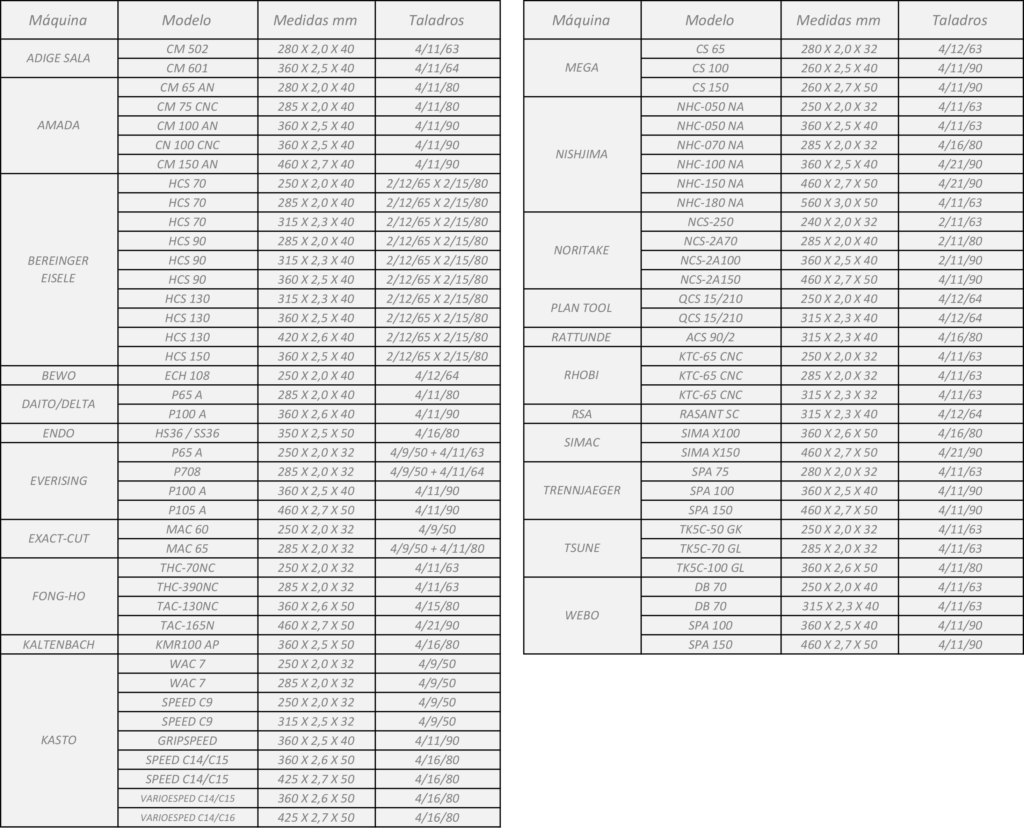
GAMA DE TRONZADORAS | DISCO TCT PARA ACERO
PROBLEMAS DE CORTE Y SU SOLUCIÓN
ROTURA DE DIENTES
La rotura de los dientes en la sierra TCT es causada por alguno de estos motivos:
- Incorrecta selección de parámetros de corte para la aplicación
- Vibración del material por mala sujeción de la mordaza (falta de presión)
- Movimiento de la pieza por mal posicionamiento de la misma en la mordaza
- Incorrecta rotación del disco (dientes invertidos)
- Golpe lateral del material cuando el disco no se ha liberado.
- Dientes desgastados, la sierra no corta.
AUMENTAR LA VIDA DEL DISCO
Si queremos sacar todo el rendimiento a la herramienta, tenemos que tener en cuenta los siguientes puntos.
- Selección correcta del tipo de disco a utilizar.
- Adecuada selección del diente en función del material a cortar.
- Correcta selección de los parámetros de corte (velocidad y avance)
- Afilado correcto del disco
- Tener una buena lubricación
MEJORAR LA CALIDAD DE CORTE
Si queremos una buena calidad de terminación de la pieza, debemos evitar que se produzcan rebabas y que la superficie resultante este completamente lisa.
- Utilizar la geometría del diente adecuada
- Seleccionar parámetros de corte correctos (velocidad y avance)
- Mantener el disco bien afilado
- Evitar problemas de vibración de la máquina.
CALIDAD DEL DISCO | TCT PARA ALUMINIO
CUERPO DEL DISCO
El cuerpo del disco sobre el que se sueldan los dientes TCT está fabricado en acero al carbono de alta resistencia, alcanzando una dureza de 42-44 HRC.
DIENTES
El diente de metal duro se obtiene gracias a la sinterización de polvos de carburos de Tungsteno, Titanio y Tantalio en una matriz de Cobalto. Los materiales, después de haber sido mezclados finamente, se calientan hasta la temperatura de 1500 °C y son prensados hasta obtener un sólido compacto y homogéneo. En función de la sierra se pueden utilizar diferentes calidades, las más grandes requieren de un metal duro con mayor dureza.
DIÁMETROS, ESPESORES Y NÚMEROS DE DIENTE | DISCO TCT PARA ALUMINIO

FORMA DE DIENTE Y ANGULOS DE CORTE | DISCO TCT PARA ALUMINIO
DIENTE TRAPECIO PLANO POSITIVO CON DIFERENCIA DE ALTURA
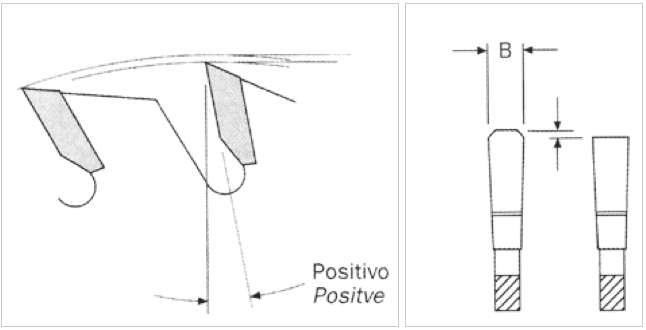
El diente con geometría de trapecio plano con ángulo positivo es el adecuado para el corte de aluminio, metales no ferros y polímeros plásticos.
Se utiliza en sierras de inglete sencillas o dobles con sujeción mecánica de la pieza.
DIENTE TRAPECIO PLANO NEGATIVO CON DIFERENCIA DE ALTURA
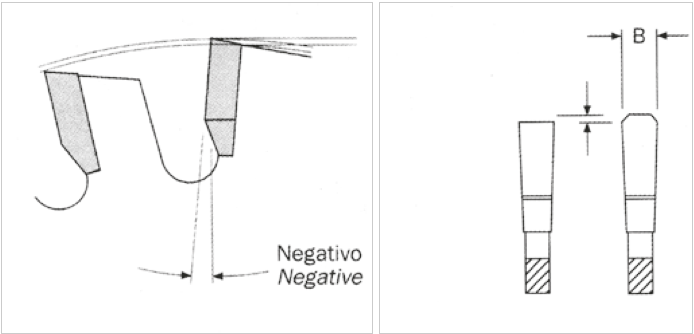
El diente con geometría de trapecio plano con ángulo negativo es el adecuado para el corte de aluminio y metales no ferrosos.
Se utiliza en sierras de inglete con sujeción manual o mecánica de la pieza.
PROBLEMAS DE CORTE Y SU SOLUCIÓN
ROTURA DE DIENTES
La rotura de los dientes en la sierra TCT es causada por alguno de estos motivos:
La rotura de los dientes en la sierra TCT es causada por alguno de estos motivos:
- Incorrecta selección de parámetros de corte para la aplicación
- Vibración del material por mala sujeción de la mordaza (falta de presión)
- Movimiento de la pieza por mal posicionamiento de la misma en la mordaza
- Incorrecta rotación del disco (dientes invertidos)
AUMENTAR LA VIDA DEL DISCO
Si queremos sacar todo el rendimiento a la herramienta, tenemos que tener en cuenta los siguientes puntos.
- Selección correcta del tipo de disco a utilizar.
- Adecuada selección del diente en función del material a cortar.
- Afilado correcto del disco
- Tener una buena lubricación
MEJORAR LA CALIDAD DE CORTE
Si queremos una buena calidad de terminación de la pieza, debemos evitar que se produzcan rebabas y que la superficie resultante este completamente lisa.
- Utilizar la geometría del diente adecuada
- Mantener el disco bien afilado
- Evitar problemas de vibración de la máquina.
CALIDAD DE NUESTROS ACEROS
La hojas de sierra de fricción, se utilizan para el corte de tubos y perfiles de acero al carbono en máquinas estáticas y volantes, se fabrican en dos calidades de material.
CROMO-VANADIO
80 CrV2 o 1.2235
El Cromo Vanadio es una aleación de hierro con carbono a la cual se le han añadido cromo y vanadio para mejorar sus propiedades, el cromo y el vanadio proporcionan dureza y resistencia, esta aleación se usa para la fabricación de herramientas, puesto que permite soportar grades esfuerzos de flexión.
TUGSTENO-MOLIBDNO
M73W crMoV2o o 1.2604
El tungsteno, proporciona a la herramienta gran resistencia al desgaste debido a que mantiene su gran dureza a altas temperaturas. El molibdeno, mejora las propiedades del tratamiento térmico, su aleación con acero forma carburos y también se disuelve en ferrita hasta, de modo que intensifica su dureza y tenacidad. El molibdeno es ideal para optimizar las propiedades de templabilidad otorga gran dureza y resistencia a altas temperaturas.
DIÁMETROS, ESPESORES Y NÚMEROS DE DIENTE
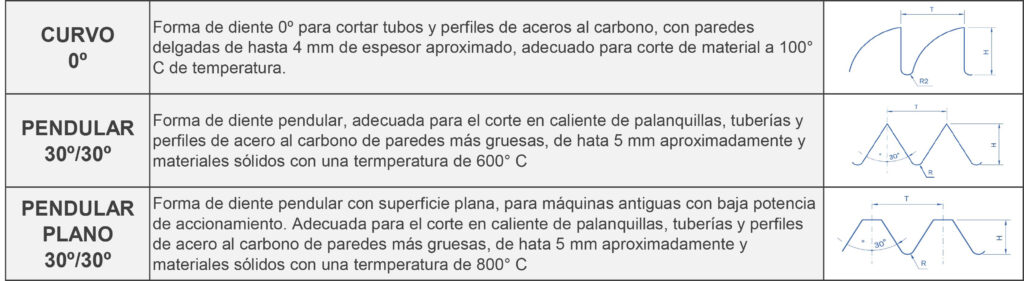
FORMA DE DIENTE Y ANGULOS DE CORTE | DISCO FRICCIÓN
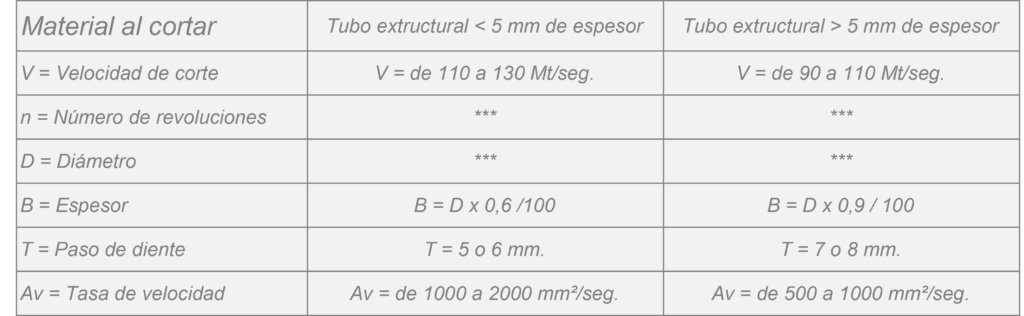
PARÁMETROS DE TRABAJO
CALIDAD DE LOS ACEROS | DIN HSS
ACERO RAPIDO HSS DM05
Es un acero rápido al Wolframio – Molibdeno, estos dos elementos proporcionan al cero una gran resistencia al desgaste manteniendo al mismo tiempo una excelente tenacidad.
El Molibdeno confiere la propiedad de reducir la fragilidad favoreciendo la formación de un grano martensítico muy fino, aumenta también el límite de elasticidad, lo que permite un gran rendimiento en el corte.
El Wolframio es un gran formador de carburos muy duros, lo que contribuye a dotar a la sierra de una gran tenacidad y resistencia al desgaste y al uso a altas temperaturas mejorando la capacidad de corte.
El Vanadio contribuye a la formación de carburos duros que mejoran la resistencia.

ACERO RAPIDO HSS-E
Es un acero rápido al Wolframio – Molibdeno con cobalto. Se diferencia el HSS-DMo5 en la aportación del 5% de Cobalto.
El Cobalto contribuye a dotar de una buena tenacidad de corte y gran duración, sobre todo cuando es utilizado en altas temperaturas. Estas características son importantes ya que permiten recomendar este acero para el corte de INOX y de materiales de alta resistencia mecánica, que generan durante el proceso de corte una alta temperatura en la zona de contacto.

NUESTROS TRATAMIENTOS | DIN HSS
Estos discos se pueden suministrar con distintos tratamientos superficiales, cómo titanio o aluminio titanio, para mejorar el rendimiento el coeficiente de rozamiento y la resistencia al desgaste del disco.
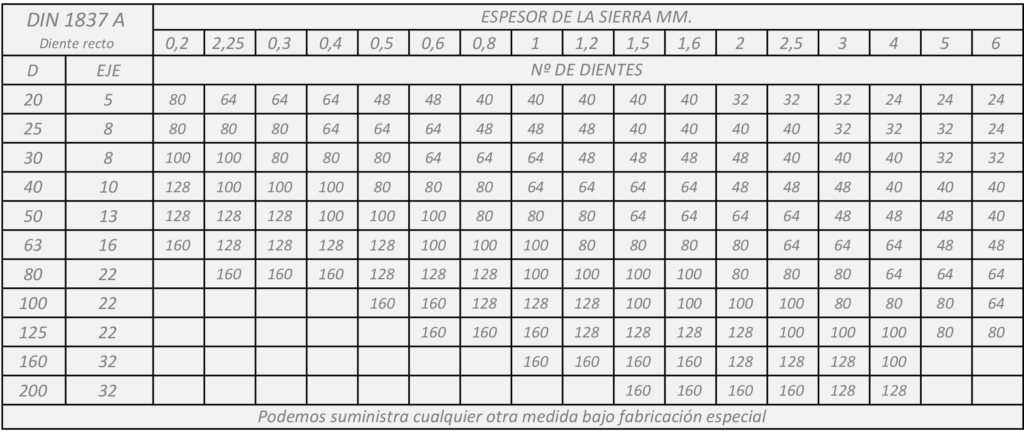
DIÁMETROS Y PASOS DE DIENTE | DIN HSS
FORMAS DE DIENTE Y ÁNGULOS DE CORTE | DIN HSS
FORMAS DE DIENTE
ÁNGULO DE CORTE

SELECCIÓN DE DENTADOS Y ÁNGULOS DE CORTE | DIN HSS
SELECCIÓN DE DENTADOS
ÁNGULOS DE CORTE
VELOCIDADES DEL CORTE | DIN HSS

CALIDAD DE LOS ACEROS | DIN HM
METAL DURO HM K10, K30
El Carburo de Tungsteno, está formado por Wolframio y Carbono.
Es un material duro y quebradizo, que combinándolo con un 6% – 10% de cobalto, forma un Cermet (Cerámica Metal Duro)
El principal uso de este metal es la fabricación de herramientas de corte gracias a su gran resistencia al desgaste. Otras de las interesantes propiedades que ofrece este material son, la resistencia a compresiones elevadas y a las altas temperaturas.

DIÁMETROS Y PASOS DE DIENTE | DIN HM
FORMAS DE DIENTE Y ÁNGULOS DE CORTE | DIN HM
FORMAS DE DIENTE
ÁNGULO DE CORTE

VELOCIDADES DE CORTE | DIN HM